 文|近史演绎编辑|近史演绎
文|近史演绎编辑|近史演绎减轻结构重量和提高车辆安全性是目前汽车行业最重要的两个研究课题。对更轻、更安全的结构的需求促使设计人员越来越多地采用替代连接方法,取代更常用的点焊。粘合剂粘合是这些方法之一,在改进的高性能粘合剂和粘合技术的发展推动下,其用途已显著扩大。为了有效地设计这种结构,使用有限元法技术是基础。对粘合剂层进行建模的最准确方法之一是粘性区域模型,用于模拟粘合剂失效和相关脱粘。
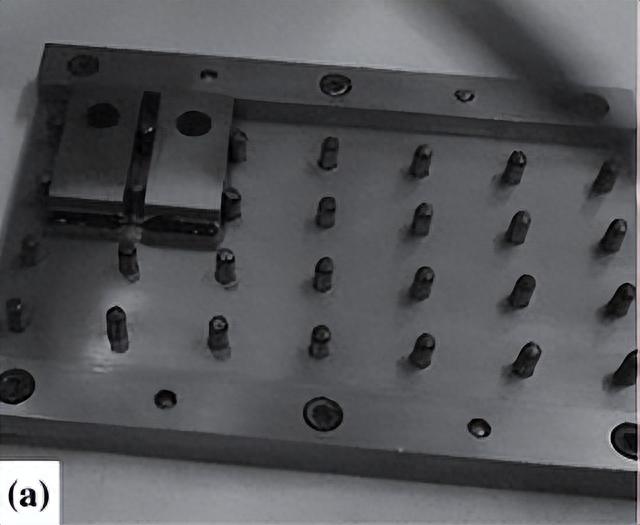
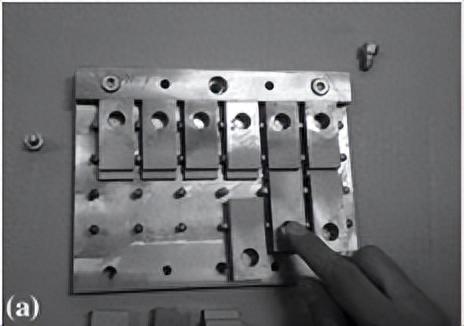
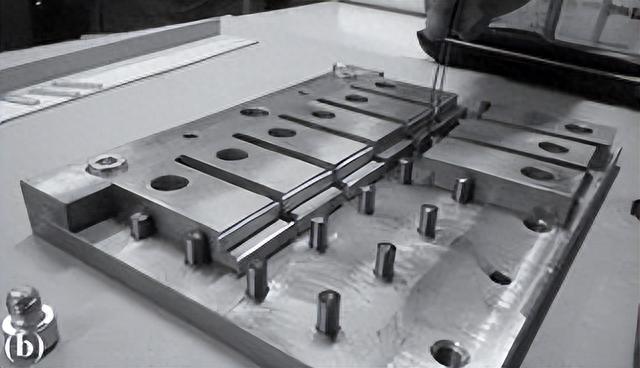
在用于拉伸测试的狗骨形状散装试样的试样尺寸,这些试样是根据法国标准NF T 76-142制造的。试样的固化是在钢模中进行的,该模具允许同时生产6个试样.模具的顶板和底板经计算机数控加工,然后研磨和镀硬铬。
将放置在顶板和底板之间以产生粘合腔的模板经过激光切割。在涂上粘合剂之前,用丙酮清洁模具并涂上脱模剂。粘合剂通过喷枪涂在模腔中并手动铺展,然后在 1 周内放置固化。拉伸试验在带有 3367 kN 称重传感器的英斯特朗 30 试验集中进行,在室温和位移控制下进行。在测试过程中,使用底座长度为25 mm的机械引伸计测量纵向应变。

为了确定粘合剂的体积拉伸机械性能,考虑了标准EN ISO 527-2。E在0.05%和0.25%的ε值之间测量,如E=ΔσΔε,=ΔσΔε,
其中 Δσ 和 Δε分别是拉伸应力和应变的变化。屈服应力 通过拉伸应力 (σ)–ε 曲线与该曲线初始部分的平行线之间的截距得到 ε = 0.2 %。σ f由最大载荷与样品初始横截面之间的比率计算。试验过程中,拉伸破坏应变也被登记,对应于标本承受的最大位移。
 剪切试验
剪切试验选择TAST进行剪切测试,使用Morais在DIN C45E钢中开发的粘附物和机器夹持工具。与测试相关的所有方面都遵循ISO 11003-2标准。钢粘附物的表面处理包括喷砂和丙酮清洁。粘附物在夹具中固化确保粘附物的精确对齐和正确的重叠长度。在粘附物之间使用1 mm垫片组装试样,以获得正确的重叠长度值。这些垫片和所有可能与粘合剂接触的安装夹具表面都涂有脱模剂,以便在固化后提取试样。粘合剂的涂覆是手动完成的,然后手动定位粘附物,对关节施加压力。
ISO 11003-2标准被认为通过TAST测试来确定粘合剂的剪切机械性能。剪切应力(τ)使用以下公式计算$$ \tau = \frac{P}{l \times B}, $$其中 l 是键长,B 是试样的宽度。用于计算剪切应变 (γ) 的表达式由下式给出$$ \gamma = \frac{\delta }{{t_{\text{A}} }}, $$其中 t 一个是粘合剂厚度。随后,在τ–γ曲线的弹性部分中确定G的值为:$$ G = \frac{\tau }{\gamma }.$$
断裂试验考虑DCB测试来计算G 集成电路和 ENF 测试以获得 G 国际工业体系.两种测试方法均使用AA6082 T651铝合金粘附物,尺寸为140×25×3 mm3和 230 × 25 × 3 mm3。先前对这种材料在体积张力中的表征导致了以下机械性能:E = 70.07 ± 0.83 GPa,σ y= 261.67 ± 7.65 MPa, σ f= 324 ± 0.16 MPa 和 ε f= 21.70 ± 4.24 %。DCB和易恩孚试样的几何形状和相关尺寸。DCB 接头的尺寸为:总长度 L = 140 mm,初始裂纹长度 a 0≈ 55 mm,粘附厚度 t P= 3 毫米,B = 25 毫米和 t 一个= 0.2 毫米。

易恩孚试样的尺寸为:中跨 L = 100 mm,a 0≈ 60 毫米,吨 P= 3 毫米,B = 25 毫米和 t 一个= 0.2 毫米。标本是在温度和湿度受控的实验室中制造的。粘接面通过刚玉砂喷砂制备,用丙酮清洗,然后组装在钢模中进行粘接。获取常量值 t 一个在试样的整个粘合部分,用脱模剂适当制备后,在粘附物之间插入校准的钢垫片。
G 的值 集成电路通过三种数据缩减计划进行评估:CCM、CBT和CBBM。估计G的经典约简方案 集成电路通常基于一致性校准或光束理论。CCM 基于 Irwin-Kies 方程
其中Δ是裂纹尖端旋转和挠度的裂纹长度校正,按照标准ISO 15024的规定获得。CBBM是一种相对简单但稳健的方法,基于等效裂纹长度,并且仅取决于试样在测试过程中的合规性。

显示了六次体拉伸试验的σ-ε曲线,揭示了结果的高重复性,除了ε值的一些偏差 f.所有故障都很顺利,没有空隙或孔隙。总结了对Sikapower 4720粘合剂进行批量测试的拉伸机械性能。
在本工作中,σ f= 27.519 ± Sikapower 0 发现 845.4720 MPa,略高于制造商的 24 MPa 值。然而,只有3.1%的百分位标准偏差清楚地表明了所获得结果的可重复性。造成这种差异的可能原因是不同的固化参数或测试方案。固化条件、测试温度和湿度以及用于估计E的方法可能是这种差异的来源。σ y不可用于比较。评估了Sikapower 4720与另一种环氧粘合剂Araldite 2015的拉伸机械性能。
 剪切试验
剪切试验显示了粘合剂Sikapower 4720的τ–γ曲线。与前面的分析相同,试样之间的弹性刚度、剪切强度和延展性具有很高的重复性。γ的价值观 f根据试样在完全失效前承受的载荷急剧下降计算得出。以下计算剪切屈服应力,使用 τ–γ 曲线与平行的线之间的截距,该线的初始斜率与 τ–γ 曲线的初始斜率相同,但偏移量为 γ = 0.2 %。所有故障在粘合剂层中都是有凝聚力的。从TAST测试中收集到的剪切机械性能到粘合剂Sikapower 4720。
TAST测试显示τ的平均值更高 f比制造商的表提供的。实际上,获得的值为 24.341 ± 0.941 MPa,而预期值为 14 MPa。然而γ f显然对应于高延展性粘合剂。G测量结果的值为750.738±46.356 MPa。由于粘合剂的各向同性,E和G可用于获得泊松比,其给出0.367,与这些粘合剂的典型值一致。无法比较τ y因为缺乏信息。

在理想情况下,R曲线是水平线,尽管由于粘合剂混合物不良,粘合问题,缺陷和不稳定的裂纹扩展等问题,可能会发生实验波动。显示了DCB测试代表性样品的不同方法的R曲线。应该提到的是,对于CCM,有必要推导出C = f(a)曲线并对其进行微分。C = f(a) 曲线应从裂纹扩展开始到试样失效。对于图的特定标本。R曲线几乎重叠,导致G测量结果一致 集成电路.与CCM和CBT不同,CBBM的优点是不需要测量a,这大大减少了分析所需的时间并防止了a的测量误差。
CCM仍然在数据分析中增加了另一个误差源,因为在计算d C/ d a时采用了近似值,这是通过在拟合三次多项式后取C = f(a)曲线的导数来执行的。在进行所有测试后,所有DCB试样都获得了完全粘合的失效。总结了 G 的值 集成电路通过所有标本的不同方法,以及P .max和δ .max对于每个标本。G型 集成电路方法之间以及每种方法的试样之间的每个试样的数据高度一致。然而,G 集成电路CBBM的值略高于其他方法。尽管如此,这被认为是最可靠的方法,因为它完全考虑了FPZ,并且不受a可能的测量误差的影响。

在对所有DCB样本进行分析后,在比较所有考虑的数据缩减方法时,R曲线没有发现显着差异。G的测量值 集成电路对于每个标本,数据缩减方法之间非常接近。制造商没有关于此参数的数据。CBBM被认为是最可靠的方法,不需要测量a并在结果中包括FPZ效应,与其他方法相比,观察到的差异为7.2%和1.2%。
在同一方法的试样之间,百分位数偏差为11.5%,10.3%和14.1%。目前的胶粘剂有G 集成电路= 1.294 ± 0.182 N/mm(CBBM 值)与 G 相比 集成电路= 0.43 ± 0.02 N/mm 的 Araldite 2015,相当于近三倍。
 剪切断裂试验
剪切断裂试验比较了在八次ENF测试中获得的P-δ曲线。对于这个特殊的测试,考虑了八个试样来保护某些试样中可能发生的不稳定裂纹扩展,这在ENF测试中容易发生。曲线的一般形状在试样之间是一致的,尽管其中一个试样具有较小的弹性刚度,这是由较高的 0.P之后 .max达到,负载开始降低,这对应于 ENF 测试的兴趣部分,其中 G 国际工业体系被测量。
之后,当FPZ到达装载油缸附近时,负载再次增加。这部分曲线被截断,因为它不再对测量 G 有效 国际工业体系.比较了CCM、CBT和CBBM对单个试样的R曲线。这些R曲线与DCB标本相同,将G 第二带 a 或 a 情 商它们在裂纹扩展阶段的稳态值提供了G 国际工业体系.

这项工作的主要目标是对新型环氧粘合剂进行完整的机械和断裂表征。分别进行了体拉伸和TAST试验,获得了拉伸和剪切力学性能。体拉伸试验给出了以下值:E = 2052.477 ± 84.818 MPa,σ y= 23.286 ± 2.252 MPa, σ f= 27.519 ± 0.845 MPa,ε f= 1.973 ± 0.343 %。从制造商的数据来看,只有σ f、E 和 ε f可用。
最大的区别在于ε f,理由是试样中的小实验缺陷可能会损害试样的全部延展性。TAST测试的结果是G = 750.738±46.356 MPa,τ y= 14.876 ± 1.012 MPa, τ f= 24.341 ± 0.941 和 γ f= 23.150 ± 7.859 %。与制造商数据的唯一比较涉及τ f,这与这项工作中获得的值有很大差异。
然而,制造商的价值是由冯·米塞斯标准根据经验定义的,众所周知,该标准不适用于钢化粘合剂。E和G的可用性允许计算各向同性材料的ν为0.367,这在结构粘合剂的预期值范围内,即在0.3和0.5之间。G型 集成电路通过DCB测试获得的值为1.201 ±0.138 N/mm,1.278 ± 0.132 N/mm和1.294 ± 0.182 N/mm,对应于方法之间的良好对应关系。

易恩孚测试提供了G 国际工业体系估计为4.378±0.783牛顿/毫米,3.264±0.459牛顿/毫米和4.235±0.347牛/毫米。如前所述,CBT预测了其他方法。无法比较G 集成电路和 G 国际工业体系由于缺乏信息,制造商的值。将获得的结果与Araldite 2015进行比较,发现除ε外,所有参数的性能都更好 f、γf 和 G 国际工业体系,在最后一个参数中差得很短。
